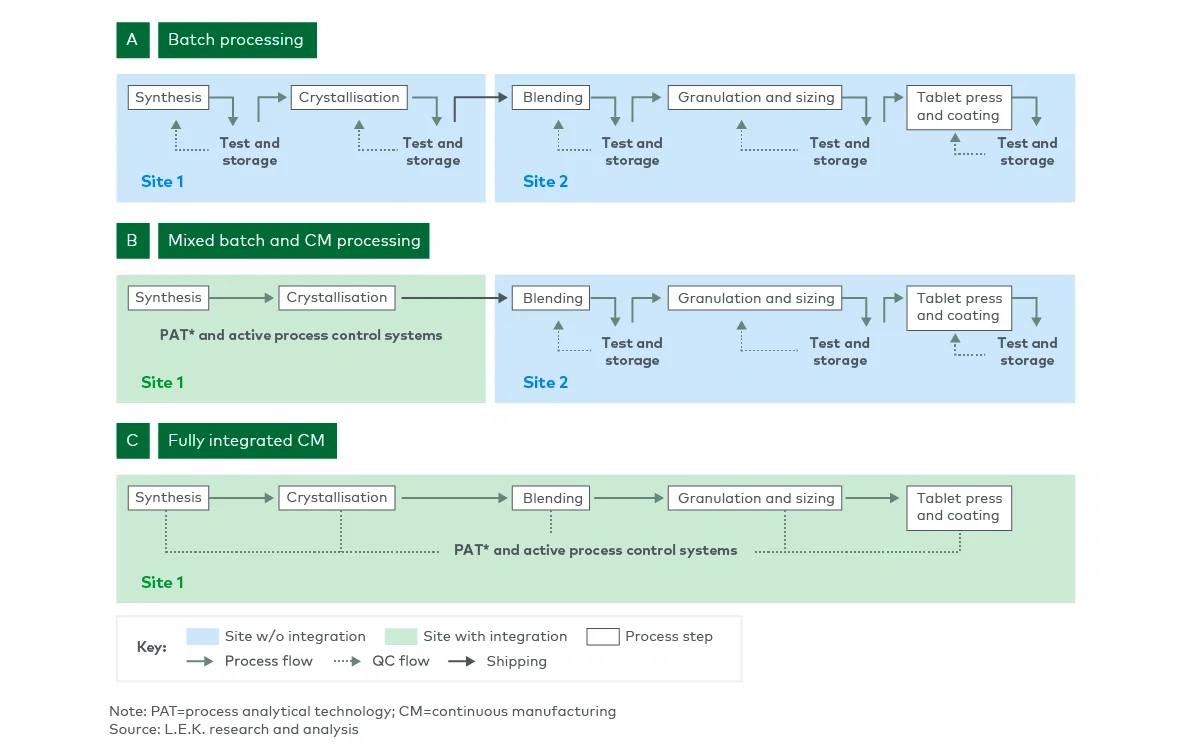
In CM, all steps are integrated into a closed-loop system, within a single facility. Process analytical technologies (PAT) and real-time quality control tools ensure continuous monitoring of product quality throughout the process.
CM can be applied to both drug substances or APIs, and drug products or finished dose formulations (FDFs). While most applications today focus on one end of the value chain, a few fully integrated examples exist.
In addition, there are emerging hybrid approaches that combine continuous and automated manufacturing process with batch-to-batch operational control elements (for quality and compliance monitoring).
One example is small-volume continuous (SVC) manufacturing, a setup that enables uninterrupted flow of materials while traceability is tight to a batch record (often defined as specific time frame). SVC is ideal for testing new configurations during early development phases and allows for flexible, frequent production cycles, and companies are increasingly mixing batch and continuous processes.
Why and when is CM interesting?
Continuous manufacturing can provide a strategic advantage to pharmacos, driving efficiency, speed, precision and resilience. In some cases, it also accelerates time-to-market and innovation.
By using less APIs and operating within facilities that can be up to 70% smaller than traditional batch lines, CM reduces waste, lowers inventory requirements, cuts operational costs by as much as 50% and shortens production timelines. Its ability to operate with smaller volumes in combination with fully enclosed modular systems makes it suitable for handling production of highly potent API (HPAPI), reducing exposure risks for products with sensitive chemistries.
Integrated, real-time quality monitoring speeds up delivery, enhances consistency across production runs and reduces error rates, delivering superior product quality. CM is scalable by nature, which allows companies to flex production in line with demand by simply feeding frequency of materials and adjusting run times, without major infrastructure changes.
Proprietary CM processes can serve as a long-term differentiator (i.e. manufacturing efficiency, product quality, ability to scale up or down), reinforce competitive positioning (i.e. better costs and service pricing, improved timing, increased flexibility) and, in some cases, create barriers to generic competition (i.e. hard-to-replicate originator efficiency for new players).
For contract development and manufacturing organisations (CDMOs), CM efficiencies impact pricing power and operational appeal, improving the competitiveness of the service offering through faster, more cost-effective delivery.
Use cases
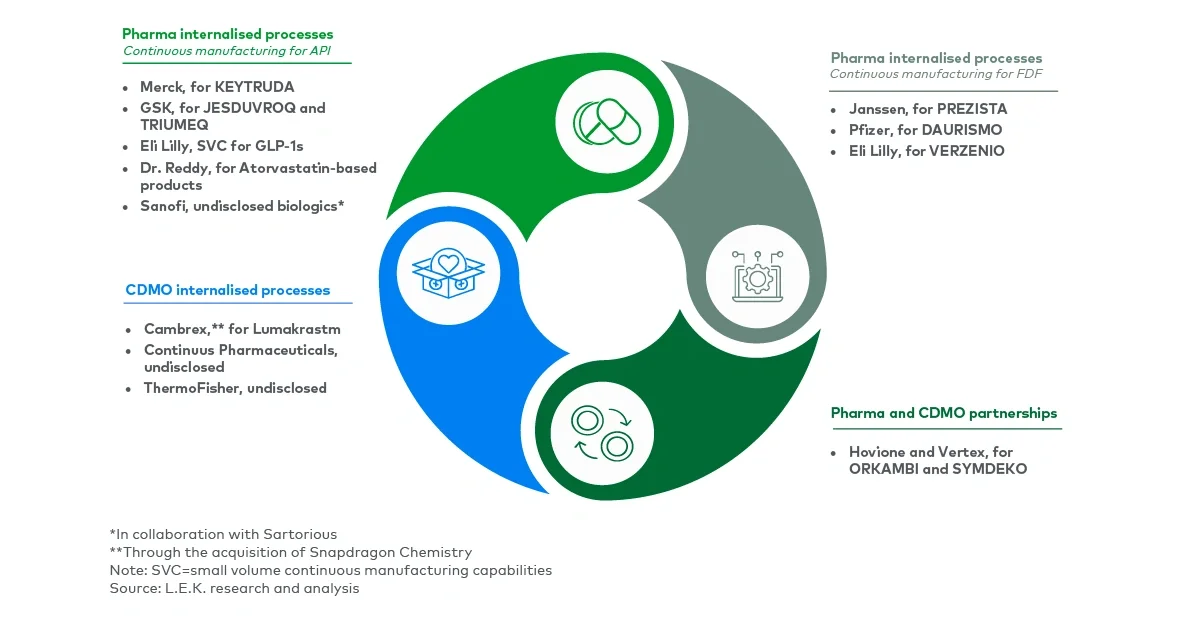
Real-world adoption of CM has occurred across the biopharma and pharma service industry (see Figure 2).
Pharma companies have internalised CM for both APIs and FDFs. However, in most cases, they have kept the two ends of the manufacturing process separate. CDMOs have developed fully owned CM solutions as well as developed partnerships between pharma and CDMOs, with most use cases focusing on API CM.
One of the most ambitious initiatives comes from Janssen, which set a target to produce 70% of its high-volume products using CM by 2025. The company has invested in dedicated facilities and transitioned key products (PREZISTA, TRAMCET), with regulatory approvals secured from the FDA and Japan’s PMDA.
Pfizer has similarly set a target of manufacturing approximately 70% of its small molecule, solid oral dose portfolio using CM by 2030, leveraging its Portable, Continuous, Miniature and Modular (PCMM) technology — featuring a footprint 60%–70% smaller than traditional systems — already implemented at its facilities in Groton, Connecticut and Freiburg.