To deploy the most adequate solution, the choice of technology requires the consideration of multiple factors, such as costs, the technology readiness date, the availability of green electricity, H2 infrastructure or possibility of CO2 storage or reuse, and the existing plants’ technology
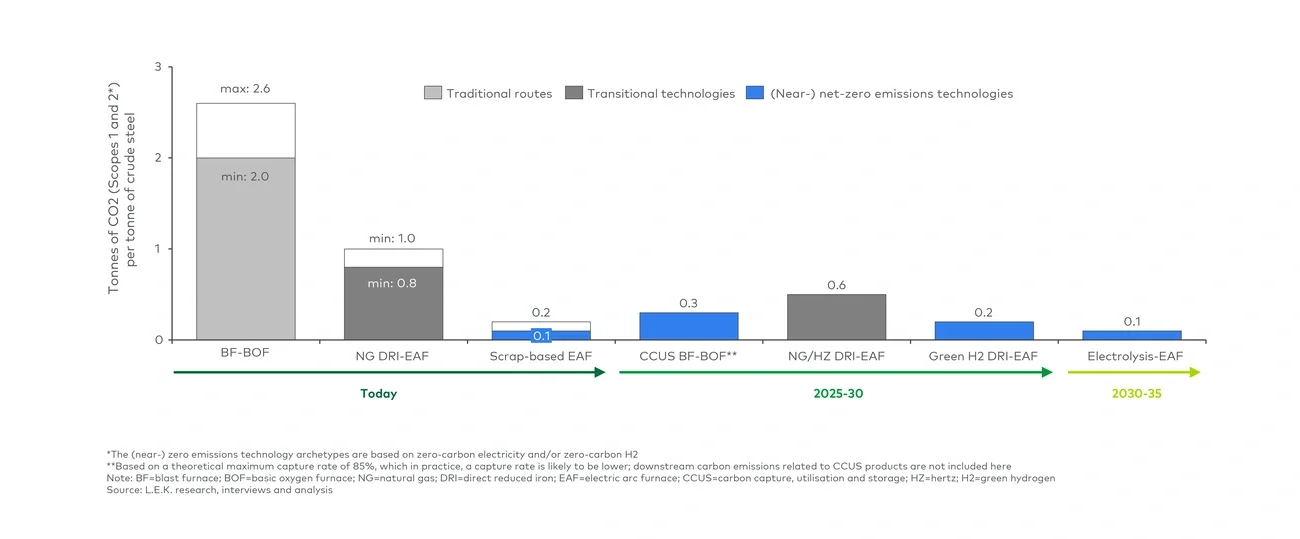
Costs for the technologies outlined above are higher than the production cost of currently used technologies, especially for green H2, as the current hydrogen production cost remains high. Neither technology mentioned above is 100% commercially ready at a large industrial scale:
-
CCUS is at TRL9 for direct reduction furnaces, but still at TRL5 for high rates of CO2 capture from a blast furnace.
-
One hundred percent green H2-based DRI at industrial scale is at TRL6, as only large prototypes have been deployed until now, with only a few industrial projects currently announced by Swedish H2 Green Steel, ArcelorMittal and Tenova.
The deployment of these technologies also faces several constraints:
-
Development of green H2 steel production will require the setup of an H2 generation, distribution and storage infrastructure, if the steel plant is in a region without adequate hydrogen infrastructure. The alternative would be the construction of a small green hydrogen production plant close to a steelmaking plant and connected to the green electricity grid.
-
Implementation of CCUS requires either large CO2 storage capacity or CO2 reuse opportunity, such as petrochemical applications with industrial facilities located close to the steelmaking plants. Moreover, there is a significant public reluctance to install CO2 storage infrastructure near homes and cities.
Iron ore electrolysis can also play an important role, and represents an alternative to CCUS and green H2 technologies
The pool of new-generation low-carbon technologies for steelmaking should, however, not be restricted to CCUS and green H2. Indeed, other technologies show great potential and should contribute to steel industry decarbonisation.
Iron ore electrolysis technology produces pure iron through electrolysis with iron ore as an alternative to the blast furnace or the direct reduction iron in the iron production process. This process is 100% fuelled by electricity, limiting the emission of CO2. Combined with EAF, it provides a low-carbon alternative steelmaking technology besides CCUS and green H2.
Compared to those technologies, iron ore electrolysis presents several advantages. It has proven to be more energy efficient compared to green H2, as the electrolysis process can directly produce the iron ore in one step, and it can be done at very low temperatures (under 200°C). In comparison, iron ore production through green H2-based DRI requires two industrial processes: electrolysis to produce H2, then direct reduction to produce iron, resulting in lower energy efficiency.
Compared to CCUS, iron ore electrolysis can be easily implemented at any location connected to green electricity. It drastically reduces the carbon footprint of the production process, as green electricity is increasingly available in both developed and developing countries. Moreover, iron ore electrolysis does not require any CO2 storage capacity or any reuse facility to be located nearby, as opposed to the CCUS process.
Steelmakers need to carefully assess the different technologies and solutions to define their strategy going forward
Innovation around new technologies for low-carbon steel manufacturing is led by steel majors, but also by new entrants/small innovative companies. Boston Metal, a US-based company, ended its Series B funding campaign of $50 million (with around $70 million raised in total) in 2021, aiming at developing its new decarbonisation technology based on molten oxide electrolysis. Electra raised $85 million in October 2022 to produce low-temperature iron (LTI) from commercial and low-grade ores using zero-carbon intermittent electricity.
For more information, please contact strategy@lek.com.
L.E.K. Consulting is a registered trademark of L.E.K. Consulting. All other products and brands mentioned in this document are properties of their respective owners. © 2023 L.E.K. Consulting